CNC spindle repair for INTERMAC MASTER 45
In this page we will describe CNC spindle repair and bearing replacement in Faghihi Glass, Iran
Some previous projects on HSD INTERAMC CNC spindles described here, here and here
Also bearing replacement on HSD ES369L spindle described in details here
Introduction
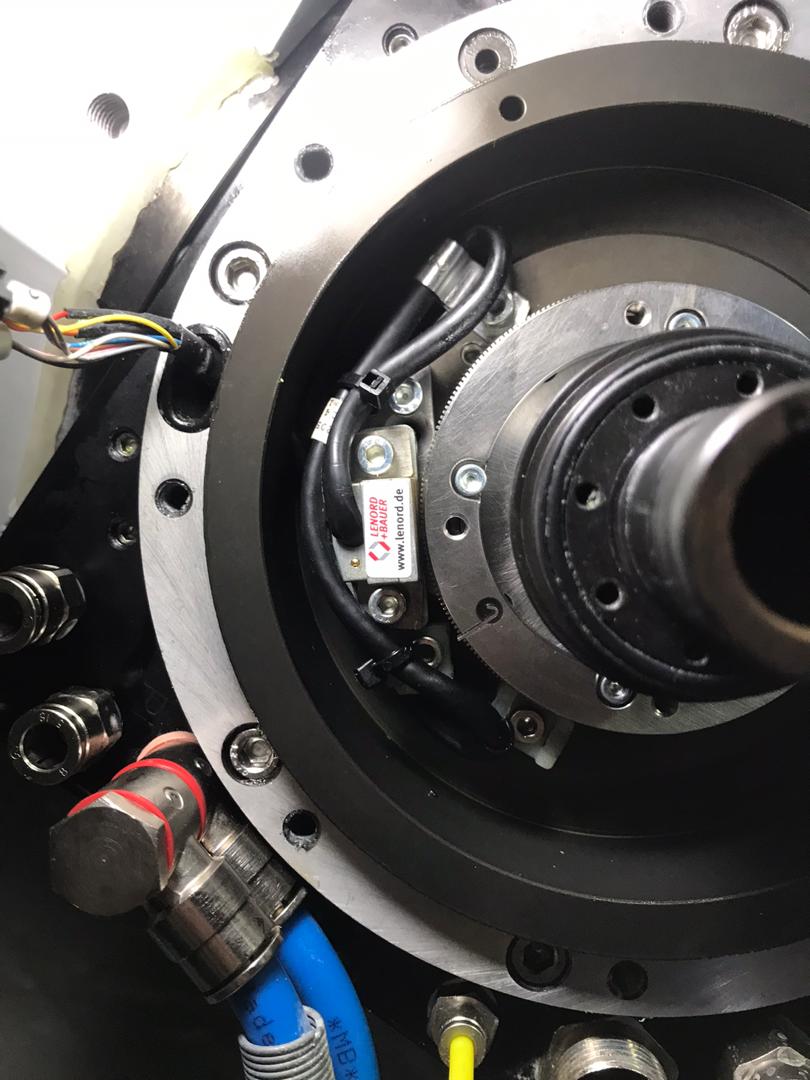
The problem appeared after a few days of instability in spindle’s water circulation system and abnormal sound in spinning.
Opening and removing the bearings
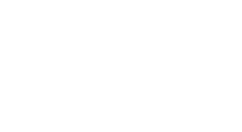
The motor view from the top


The pipes, tool presence sensor and first door were removed.

Pressure cylinder door removed, too.
Magnetic reader and disk appeared. Disk was removed. Needs to be very careful about encoder disk damage.

Tool presence sensor’s placement and magnetic disk seat were removed and the electro spindle’s top door disconnected.
Tool presence sensor’s placement is left hand threaded.
Then the spindle was disconnected with removing the eight M8 screws from the machine.

Just in case, be careful about the sealing o-rings around the spindle for cooling water.

After undoing the eight M6 screws, the head would be disconnected from the stator and you can pull out the rotor.

The photo shows special winding protection on the stator. It would be very hard to rewind it like the original condition.

The tool holder’s puller opened with a special Y tool made according to the drawing.
The tool holder’s puller was right hand threaded.




Spindle spanner, Y tool, and puller nut
Then the rotor’s bottom plug undid with a special pinned multi-hole tool.

As you can see, there were some sludges behind the plug.

The bottom view after cleaning

The below photo shows another special tool made for bottom bearing.


Put four pins in the nut, then opened CW, meaning the nut was left hand threaded.
The reason for this left hand threaded is normal CCW spindle rotation in glass polishing and to avoid bearing outside cone slip in the spindle housing and damaging it in bearings seized conditions.



The top two bearings are removed with a special made tool.
The nut was left hand threaded.



NSK super precision bearings described in details here
The bottom bearings were 3 sets.
7913CSN24TRV 1 VDUDLP3 NSK
Specification:
AA404143C-2/-1
AA404143A-1/-1
AA404143B-2/-1


The V sign on the outer raceway position against its housing is an eccentric point and needs to mark on housing and put the new bearings at the same spot. Remember all bearing marks are in the same line.
For the internal cone, the precision marks like -2, -3 show the eccentric point. Also needs to mark this point on the shaft when removing bearings, and put the new bearing set at the same spot.

The top 2 bearings:
7909CTRV 1 VDULP3 NSKHPS
Specification:
ZK420824B-1/-2
ZK420824A-2/-3

The FAG replacement bearings used, because of restrictions.
It’s very likely to consider FAG alternative for such projects.
Specifications and designation of FAG precision bearings described here

The basics of bearing mounting:
for a typical medium speed spindle, from “Machine tool spindle bearing Selection and mounting guide.pdf”


Vee Lining – Individual Bearings
A single Vee line is placed on the outer diameter of the outer ring. The positioning
of the Vee serves two purposes:
1.The radial position indicates the point of maximum ring thickness. i.e. the position of maximum outer ring runout.
2. The point of the Vee indicates the open face of the bearing. This is particularly useful when using sealed bearings since the same size seal is often used on each side of the bearings making it difficult to see which is the open face.





Eventually, the spindle bearings put back carefully and reassembled everything.
The machine is all right after a few days, looks ok.
Other companies HSD spindle repair projects described here and here